
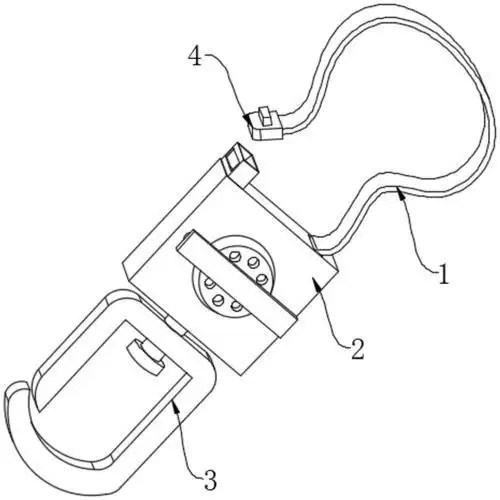
大小夹头缠线问题
络筒过程中,大小夹头缠回丝是一个常见问题。这通常由于清纱器切疵、筒纱卷绕结束未及时刹车、纱尾因失去张力和卷绕惯性而甩头导致。SAVIO络筒机配有防缠绕装置,但仍需检查防缠绕装置调整、刹车系统灵敏度、摇架抬起及时性、生头缠尾线操作标准性和纱线运行异常。
为了有效解决这一问题,SAVIO络筒机配备了防缠绕装置。然而,若仍出现大小夹头缠绕回丝,可能涉及以下因素:
1、大小夹头处的防缠绕装置调整不当,例如装置与夹头的隔距过大,导致无法有效防止纱线缠绕。
2、刹车系统调整不够灵敏,需要每天检查刹车情况,确保其能够及时响应并刹停筒纱。
3、筒纱刹停后,摇架未能及时抬起,这也会影响到纱线的正常运行,增加缠绕的风险。
4、生头缠尾线操作不标准,例如纱线放置位置过于靠外侧,可能导致纱线在络筒过程中发生缠绕。
5、纱线运行过程中出现异常,如导纱受阻等whatsapp官网,会影响到纱线的流畅性whatsapp网页版登录,进而增加缠绕的可能性。
此外,对于老式的青岛SAVIO络筒机,可以考虑联系厂家进行升级或加装具有防缠绕功能的防护罩,以进一步提升络筒过程的稳定性。
回丝夹入问题
筒纱在络筒过程中产生回丝夹入的可能性,主要归因于以下几个因素:
1、回丝团随纱线卷绕进入筒纱,这可能是由于张力器张力失效,管纱托圈,而电清失效或参数设置不当,导致回纱团未被清除而卷入筒纱。同时,清洁吸口被飞花堵塞,回丝聚集在上面,也容易被带入筒子。
2、大吸嘴接头时造成回丝团带入。这可能是由于大吸嘴吸口破损夹带回丝团,接头找头时被卷入筒子;或者大吸嘴被回丝堵塞,找头时无法吸到纱尾whatsapp网页版,导致筒纱乱层;还有可能是大吸嘴位置调节不当,找头时碰筒纱或无法吸到纱尾,同样会造成筒纱乱层。
3、其他原因也可能导致回丝团带入。例如,卷绕速度过高、防叠设定不良,可能导致筒子出现重叠,退绕时形成丝团状;上纱重复找头、接头次数过多;换管落纱不规范,储纱板上的筒纱纱尾被带入筒子;大小夹头上缠绕的回丝被带入筒子;以及游动风机滤网破损,导致吸入的回丝从吹嘴吹至筒纱上。

攀头纱增多原因
导致攀头纱增多的可能原因包括:
1、筒子接触压力不足,导致筒纱与槽筒间的滑移增大,从而影响纱线在筒纱上的定位精度。为解决此问题,应适当增加筒子接触压力。
2、纸管偏心或筒纱与槽筒的接触角度调整不当,可能引起筒子在运行过程中的跳动,特别是在小纱时更为明显。因此,应使用标准质量的纸管,并仔细调整筒子与槽筒的接触角度。
3、槽筒沟槽的回头点若存在损伤、锈点、棉蜡或油剂等杂质,会影响纱线在换向时的位置稳定性。对此,需要及时清洁、修复或更换槽筒。
4、纱线张力的过大、过小或不稳定也是导致问题的原因之一。建议按照单纱强力的8-12%来设定强力值,以确保稳定的纱线卷绕张力。
5、筒子摇架夹头的运转不良或摇架松动,也可能导致问题出现。此时,应立即更换筒子摇架夹头轴承并修复摇架。
6、若筒纱在卷绕过程中出现重叠现象,应优化槽筒的防叠设定参数以解决问题。
7、车间温湿度的控制不良,特别是相对湿度过小,也可能影响到生产过程。因此,需要按照标准要求严格控制车间的温湿度。
8、设备车速过快或运行状态不良也可能导致问题出现。此时,应优化设备的运行状态以确保生产的顺利进行。

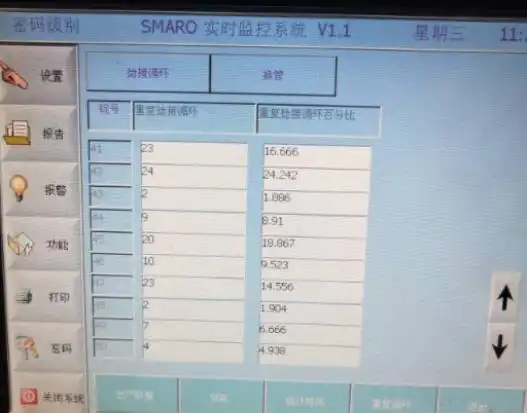
捻接循环问题
重复捻接循环可能与空捻机稳定性、捻接器材适配性及工艺参数有关。应检查捻接器、电清和纱线质量,在实际操作中留意参数与硬件的影响。空捻器设计和改进需要关注。
在捻接检测长度的设定范围内,纱线上的疵点会被捻接头通道检测并分级。因此,重复捻接循环的问题不仅与捻接器有关,还涉及到纱线本身的质量和电清系统。若确认捻接本身无问题,那么应进一步检查电清和纱线疵点的情况。
重复循环捻接表明捻接处于不稳定状态,这可能由多种因素造成,如空捻机的工作稳定性、所使用的捻接器材与纱线支数和纤维性质的适配性,以及工艺参数设定的合理性。在分析重复循环捻接时,应考虑捻接器硬件和设定参数的影响,同时也要注意纱线质量。虽然各厂对捻接质量的要求和看法有所不同,但一次成结率是一个简单的硬指标,可以用来评估捻接质量。
在实际操作中,重复循环捻接的问题可能同时受到参数和硬件的影响。由于当前自络上的空捻器仍在不断发展和改进中,因此需要注意空捻器硬件设计和结构不完善可能引发的问题。

版权声明
本文仅代表作者观点,不代表百度立场。
本文系作者授权百度百家发表,未经许可,不得转载。




![[大富翁世界之旅3]人物技能简述](https://9394dj.com/zb_users/theme/ydit/include/random/10.jpg)





